
At Goudsmit UK, we work closely with customers to design and manufacture die cast components that meet precise application needs. With over 25 years of experience, we deliver aluminium and zinc castings engineered for accuracy, durability, and consistent performance.
From concept to completion, we provide full design and manufacturing support — helping you turn complex requirements into high-performance, production-ready components.
Benefits of Die Casting with Goudsmit UK:
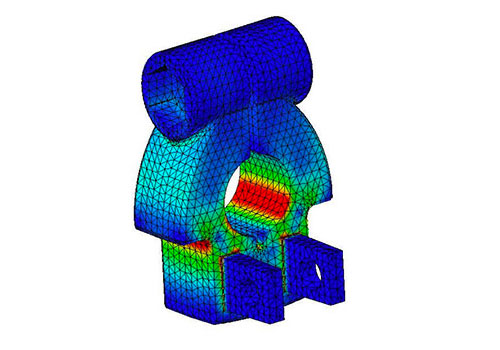
Custom Die Design & Simulation:
Our team creates 3D CAD models, defines optimal gate, vent, and ejector pin locations, and runs FEA simulations to predict die fill, shrinkage, and stress — ensuring right-first-time tooling.
High-Quality, Long-Life Tooling:
We manage tool construction, trial runs and maintenance to ensure consistent performance across long production volumes.
Flexible Finishing Options:
Shot blasting, vibratory tumbling, CNC machining, anodising, powder coating, and nickel plating – wide range of finishes available to meet your functional or cosmetic requirements.
Full Project & Quality Support:
From prototyping and first-off samples to mass production, we offer QA documentation and global logistics support.
Request a quote today and discover how our die casting expertise can support your next project.
Die cast parts often show small marks or seams caused by how the metal is injected and released from the tool. These are normal and part of the process, but they can be reduced or improved through finishing.
What to Expect on a Die Cast Part:
Gates and vents are needed to let metal in and air out — these will leave small marks.
Ejector pins help push the part out of the tool — they also leave visible circles or dents.
Flash is thin excess metal around split lines that appears where the tool separates.
How We Improve the Finish:
Clipping removes the larger metal feed and vent points after casting. This can be done mechanically or hydraulically.
Because casting alloys don’t break as cleanly as steel, some small leftover marks (called "witness") are normal.
If a cleaner finish is needed, we can machine the area using CNC to smooth it out.
Surface Finishing Options:
After clipping, we can further improve the part’s appearance using:
Shot blasting or tumbling to smooth sharp edges and reduce flash
Powder coating to apply colour and cover minor marks
Nickel plating or chromate coating for corrosion protection
Note: Die cast parts don’t anodise well, and over time the surface may darken from oxidation. A surface finish is recommended for appearance and protection.
While die casting offers rapid, near-net-shape metal production, not all features can be formed in the die itself. Some must be machined after casting to achieve the required function or tolerance.
Design Limitations for Casting
Some features are better suited to post-cast machining, such as:
Holes not aligned with the split line
Parallel-sided features (draft is required for ejection)
Threads, especially if the axis is not along the split line
Undercuts or complex internal forms
CNC Machining Capabilities
Goudsmit UK offers multi-axis CNC milling and turning to finish components to specification.
CNC provides high repeatability and is used for nearly all post-cast machining.
This enables tight tolerances and complex geometries that can’t be achieved through casting alone.
Insert Features and Strength Zones
High-load features (e.g. tapped bosses) may require added strength.
Press-fitting stainless steel inserts is often preferable to casting around them.
Some components (e.g. motor shafts) can be cast around, depending on design.

For customers that do not have full design capabilities, we can produce 3D models, 2D tolerance drawings, analysis of fit, addition of assembly features, draft angles, tool finish, and much more.
At the component level, our castings deliver the best performance and adhere to your tolerance specifications. The top 3 design considerations that help us achieve high quality output include:
With a thorough analysis in these areas, we can help you avoid cold welds, air pockets and cold castings. We can also ensure that any Finite Element Analysis (FEA) for mechanical strength is not undone by undetermined casting flaws.

Creating the perfect component starts with selecting the right material. Material choices for castings can be complex and some alloys may not be suitable for the desired shape. We can offer you both high and low-pressure casting options for the following common materials:
Material choices are complex and although designers choose alloys for their mechanical properties it should be remembered that these may not be suitable for casting into the desired shape.
We recommend that you contact us as early as possible to discuss the correct alloy choice for your application.

At Goudsmit UK, we can tailor our services to supply the finish you need on your product. The options include providing your parts as:
Shot blasting, bead blasting and vibratory tumbling are some techniques we employ to modify the finish post cast. We can also offer several high-quality surface finishes including:
Virtually all our post casting is done via CNC machining for enhanced repeatability.
Die casting is a high-precision manufacturing process used to produce metal components by forcing molten metal into a steel mould — known as a die — under high pressure. As the metal cools, it solidifies into a detailed replica of the mould cavity, creating a net-shape part with minimal or no machining required.
This process is especially suited to metals with low melting points, such as aluminium and zinc, which offer excellent strength, corrosion resistance, and dimensional stability. These materials are ideal for producing complex forms with fine details, thin walls, and tight tolerances.
At Goudsmit UK, we specialise in pressure die casting, offering custom-engineered aluminium and zinc components for industries including automotive, medical, electronics, and aerospace. With over 20 years of experience in die design and post-processing, we provide not only cost-effective parts, but also a full range of finishing options to meet both cosmetic and high-precision requirements.

Give us a call
+44 (0) 2890 271 001Send us an email
info@gukmagnetics.co.ukGet the latest market updates, industry news and more straight to your inbox monthly
By signing up for our newsletter, you are agreeing to our privacy policy, terms and conditions



© Copyright 2025 GUK Magnetics · All Right Reserved · Privacy Policy
You will be redirected to the joint technical database of the Goudsmit Magnetics group







